|
|
|
|
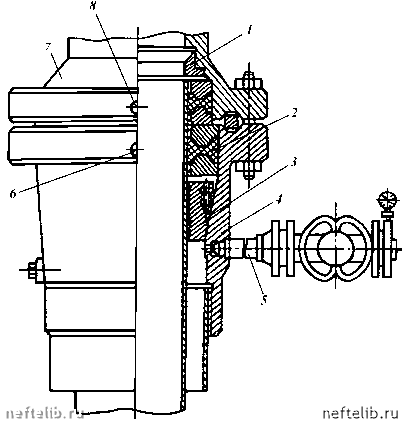
Главная Переработка нефти и газа Рис. 21.4. Колонная головка ОКК1 полость корпуса колонной головки промывают водой на свободной слив через манифольд колонной головки. После ОЗЦ снимают противовыбросовое оборудование, труборез-кой отрезают трубу на высоте 120 мм от верхнего фланца корпуса. Устанавливают пакерное устройство, предварительно смазав резиновый уплотнитель смазочным материалом ЛЗ-162. Далее монтируют крестовину фонтанной арматуры 7 (см. рис. 21.4). Нагнетательный клапан 8 на фланце крестовины фонтанной арматуры до затяжки шпилек должен быть отвинченным (после затяжки ввинтить). Опрессовывают колонную головку вместе с эксплуатационной колонной на давление, соответствующее максимально допустимому внутреннему давлению колонны. Затем опрессовывают колонную головку на герметичность уплотнений смазочным материалом ЛЗ-162. Для этого отвинчивают колпак нагнетательного клапана 8, вставляют в отверстие клапана толкатель и завинчивают колпак до упора, при этом толкатель отведет шарик клапана от посадочного места и создаст зазор. Отвинчивают колпак клапана 6 и вместо него ввинчивают наконечник нагнетателя смазочного материала НС-6х350. Закачивают СМ до того момента, пока он не появится из клапана 8. Вынимают толкатель из клапана 8 и поднимают давление до допустимого наружного давления колонны. По окончании опрессовки давление сбрасывают. В обоих случаях давление опрессовки не должно превышать давление, указанное в паспорте. КОЛОННАЯ ГОЛОВКА ТИПА ОКМ Головка типа ОКМ (рис. 21.5) состоит из корпуса 1, специальной муфты 4, фланца 3 под фонтанную арматуру, патрубка 7 с фланцем, проходного крана 8, стопорных винтов 2, резиновых уплотнительных колец 5 и манжеты б. Специальную муфту навинчивают на последнюю трубу эксплуатационной колонны и устанавливают в корпусе, навернутом на кондуктор. Уплотнение пространства между корпусом и специальной муфтой осуществляют с помощью двух резиновых колец и одной самоуплотняющейся резинотканевой манжеты. Шесть стопорных винтов в верхнем фланце корпуса предназначены для фиксации специальной муфты и подвешенной на ней эксплуатационной колонны от осевого смещения вверх, вызванного температурным удлинением колонны при эксплуатации скважины. Фланец под фонтанную арматуру укреплен на муфте с помощью резьбы. В корпусе колонной головки имеются два боковых отверстия, одно из которых заглушают пробкой, а в другое ввинчивают патрубок с фланцем, к которому подсоединяют кран и свободный фланец. Во фланце патрубка устанавливают вентиль с манометром для контроля давления в межтрубном пространстве. Порядок монтажа. Корпус колонной головки навинчивают на резьбу верхней трубы кондуктора. Для предотвращения механических повреждений внутренней корпусной поверхности корпуса при спускоподъемных операциях в корпусе устанавливают предохранительную втулку, которая фиксируется шестью стопорными винтами. На корпусе головки монтируют 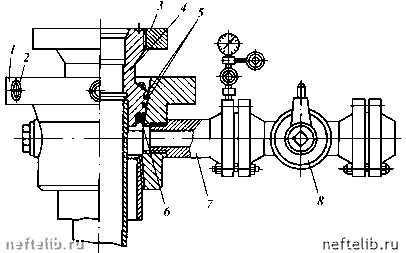 Рис. 21.5. Колонная головка типа ОКМ противовыбросовое оборудование и продолжают бурение под эксплуатационную колонну. Перед спуском эксплуатационной колонны предохранительную втулку извлекают с помощью труболовки. При спуске эксплуатационную колонну не доводят до проектной глубины на 4-8 м и сажают на спайдер или элеватор. После этого на последнюю трубу навинчивают специальную муфту без фланца под фонтанную арматуру. С помощью допускной трубы, которую ввинчивают в верхнюю резьбу специальной муфты, последнюю сажают на коническую поверхность корпуса колонной головки и фиксируют там стопорными болтами. После окончания цементирования эксплуатационной колонны и ОЗЦ колонную головку на устье скважины опрессовывают на давление, допустимое для опрессовки эксплуатационной колонны. Результаты опрессовки оформляются актом. После опрессовки демонтируют противовыбросовое оборудование и на верхний конец муфты специальной навинчивают фланец под фонтанную арматуру. Техническая характеристика колонных головок типа ОКМ Шифр оборудования.................... ОКМ1-140- 146x219; ОКМ1-140- 146x245; ОКМ1-140- 168x245 Условный диаметр прохода, мм: фланца корпуса....................... 280 боковых отводов..................... 65 Давление, МПа: рабочее...................................... 14 пробное..................................... 28 Проводимая среда........................ Нефть, газ, газоконденсат, буровой раствор, пластовая вода Температура среды, °С: проводимой.............................. 120 окружающей............................ 40 КОЛОННАЯ ГОЛОВКА ТИПА ООК В эксплуатации находятся колонные головки ООК1, ООК2, ООК3. Головки ООК1 применяют для обвязки двух колонн (кондуктор, эксплуатационная), ООК2 - для обвязки трех колонн (кондуктор, промежуточная, эксплуатационная), ООК3 - для обвязки четырех колонн. Модель ООК-1-21-146х219 расшифровывается следующим образом: О - оборудование; О - обсадных; К - колонн; 1 - схема (модель); 21 - рабочее давление, МПа; 146 - диаметр эксплуатационной колонны, мм; 219 - диаметр кондуктора, мм. Рассмотрим устройство и порядок монтажа колонной головки ООК2 (рис. 21.6). Колонная головка состоит из двух секций: нижней и верхней. Основные детали нижней секции: корпус 8; клиновая подвеска 7, состоящая из трех клиньев, связанных между собой шарнирами; катушка 6. В корпусе имеются два отверстия, в одно из которых ввинчивают манифольд для контроля межколонного пространства, другое заглушено пробкой. Основными деталями верхней секции являются корпус 4, который навинчивают на патрубок 5, клиновая подвеска 3, пакер 2 для герметизации межтрубного пространства промежуточной и эксплуатационной колонн, катушка 1 . 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 [ 251 ] 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 320 321 322 323 324 325 326 327 328 329 330 331 332 |
||
 |
 |